A cutting torch kit is an essential tool for metal fabrication, demolition, and repair, utilizing the intense heat of an oxy-fuel flame to sever steel and other ferrous metals. Unlike plasma cutters that rely on electricity, these kits use a combination of fuel gas (such as acetylene, propane, or propylene) and pure oxygen to oxidize the metal, creating a clean, precise cut. For professionals and DIY enthusiasts alike, selecting the right kit involves understanding the specific fuel types, hose configurations, and safety features that match the intended application. Properly used, a cutting torch can slice through several inches of steel with portability and power that few other tools can match.
The core advantage of a cutting torch kit lies in its versatility and depth of cut. While plasma cutters are limited by power supply and thickness, an oxy-fuel torch can cut through steel plates exceeding 12 inches thick, making it indispensable for heavy industrial work. However, this power comes with significant safety responsibilities. Understanding the chemistry of combustion, proper regulator settings, and equipment maintenance is crucial for safe and efficient operation.
Content
Fuel Types and Their Applications
The choice of fuel gas significantly impacts the performance, cost, and safety of a cutting torch kit. Each fuel has distinct thermal properties, flame temperatures, and handling requirements.
Acetylene
Acetylene is the most common fuel for cutting torches due to its high flame temperature of approximately 3,160°C (5,720°F) when mixed with oxygen. It produces a concentrated, neutral flame that is ideal for both cutting and welding. Acetylene allows for faster preheating times and cleaner cuts on thin to medium-thickness steel. However, it is unstable at pressures above 15 psi and requires specialized cylinders filled with a porous mass to prevent decomposition.
Propane and Propylene
Propane and propylene are safer, more economical alternatives to acetylene. They operate at higher pressures and do not pose the same instability risks. While their flame temperatures are lower (around 2,800°C / 5,072°F for propane), they produce a broader heat pattern, making them excellent for cutting thick steel plates and heating applications. The trade-off is slower preheating times and rougher cut edges on thinner materials.
| Fuel Type | Flame Temperature | Best Use Case | Safety Consideration |
|---|---|---|---|
| Acetylene | 3,160°C (5,720°F) | Precision Cutting, Welding | Unstable >15 psi |
| Propane | 2,800°C (5,072°F) | Thick Steel, Heating | Heavier than Air |
| Propylene | 2,900°C (5,252°F) | General Purpose Cutting | Requires Specific Tips |
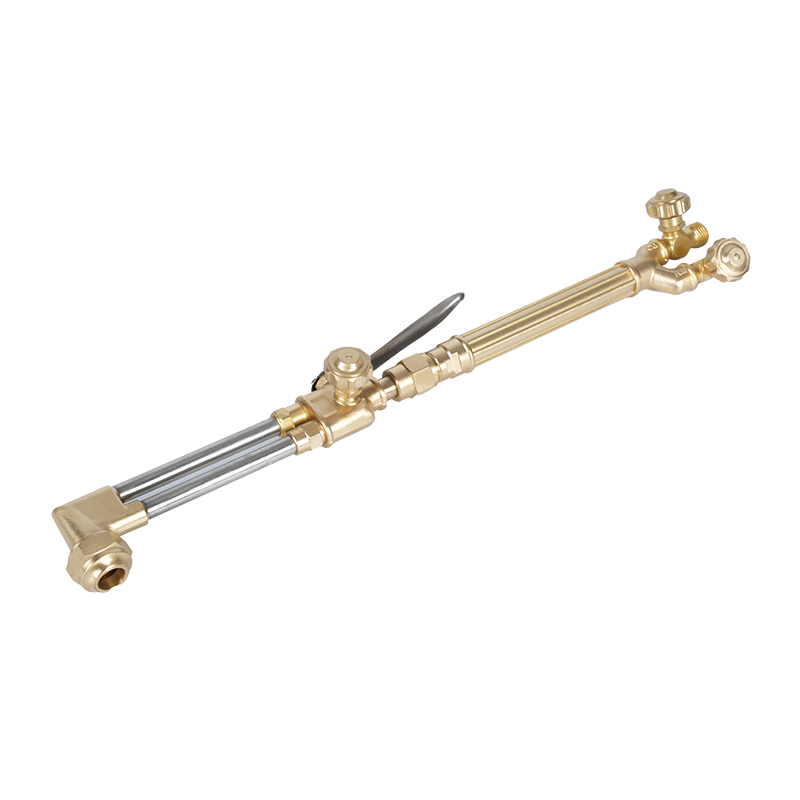
Essential Components of a Cutting Torch Kit
A complete cutting torch kit consists of several critical components that work together to deliver a controlled flame. Understanding each part ensures proper assembly and troubleshooting.
Regulators and Gauges
Regulators reduce the high pressure from the gas cylinders to a usable working pressure. Each cylinder (fuel and oxygen) requires its own regulator. High-quality regulators feature two gauges: one for cylinder pressure (high pressure) and one for line pressure (low pressure). It is vital to use regulators rated for the specific gas type; oxygen regulators must never be used with fuel gases due to the risk of explosion.
Hoses and Check Valves
Hoses transport the gases from the regulators to the torch. Standard color coding identifies them: red for fuel and green for oxygen. To prevent dangerous backflow, flash arrestors or check valves should be installed at both the regulator and torch ends. These devices stop the reverse flow of gas, preventing flashbacks that could lead to cylinder explosions.
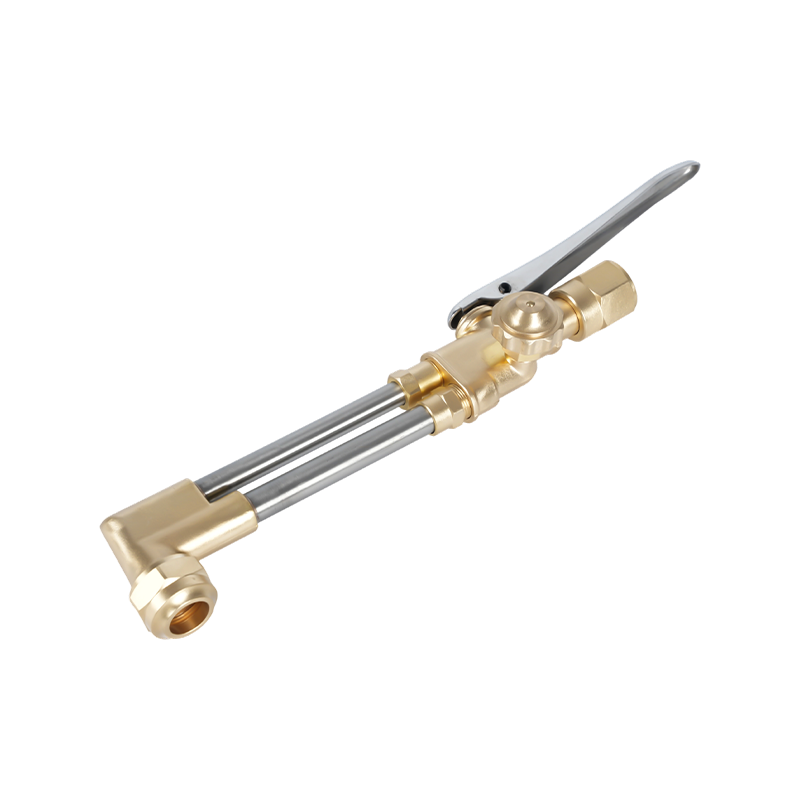
Cutting Attachments and Tips
The cutting attachment mixes the gases and directs the flame. It features separate valves for oxygen and fuel control. Cutting tips are sized based on the thickness of the metal being cut. A smaller tip (e.g., Size 0) is suitable for thin sheet metal, while larger tips (e.g., Size 5 or 6) are required for heavy structural steel. Using the correct tip size ensures efficient gas consumption and a clean cut.
Safety Protocols and Best Practices
Operating a cutting torch kit involves open flames, high-pressure gases, and molten metal, making safety the top priority. Adhering to strict protocols minimizes the risk of fire, explosion, and injury.
- Ventilation: Always work in a well-ventilated area to prevent the accumulation of toxic fumes and unburned gases. Use exhaust fans or work outdoors when possible.
- Personal Protective Equipment (PPE): Wear flame-resistant clothing, leather gloves, and safety goggles with a shade lens appropriate for cutting (typically Shade 5). Steel-toed boots protect feet from falling hot slag.
- Fire Watch: Clear the work area of flammable materials. Keep a fire extinguisher nearby and monitor the area for at least 30 minutes after completing work to catch any smoldering sparks.
- Leak Testing: Regularly check hoses and connections for leaks using a soapy water solution. Bubbles indicate a leak that must be repaired before use. Never use a flame to check for leaks.
Maintenance and Troubleshooting
Proper maintenance extends the life of a cutting torch kit and ensures consistent performance. Regular inspection and cleaning prevent common issues such as clogged tips and uneven flames.
After each use, clean the cutting tip with a tip cleaner file to remove slag and carbon buildup. Inspect O-rings and seats for wear, replacing them if they show signs of damage. If the flame sputters or pops, check for loose connections or blocked gas passages. Store cylinders upright in a secure, dry location, capped when not in use. By following these maintenance steps, operators can ensure reliable, safe, and efficient cutting operations.